Track supply: Everything hand in hand
Renewal of Hamburg–Berlin track (SFS 6100)




Customers: DB Netz and Spitzke as well as ARGE Schweerbau & Wiebe as construction company
Project period: 11th of September to the 6th of December 2021
Length of route: 193 km
Job: sequenced closure of line sections due to the route‘s high importance – for a weekend or over several weeks depending on the section in question
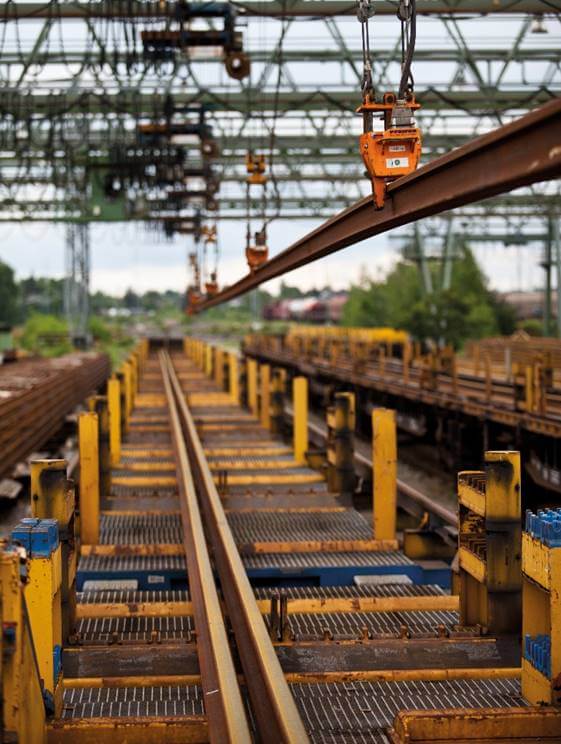
Scope of services: long-rail production and the associated logistics
- Production of pre-fabricated long rails including stationary new rail milling
- Overall responsibility for the just-in-time rail logistics with 34 long-rail transport units (LRTU)
- 180-meter rail lengths unloaded using different unloading and loading systems and old rails removed from the track area
- LRTUs retrieved from the rail salvage businesses
Highlight: approx. 400.000 m of long rails produced in Vossloh‘s welding plant in Hamburg and Nuremberg
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von Vimeo.
Mehr erfahren
Complete portfolio of Track supply
Interface reduction thanks to extensive capacities & expertise

- 4 stationary rail-welding plants in Europe
- Well over 100,000,000 m of rail supplied to date
- Europe’s largest long-rail transport fleet with various loading/unloading and rail replacement systems
- 25+ years of experience in mobile rail welding
Bundled services &
fewer interfaces
Significant
capacities
Flexibility &
team spirit
Operational Excellence
Rail Center Services: Production and assembly of welded long rails, insulating joints and profile transition joints
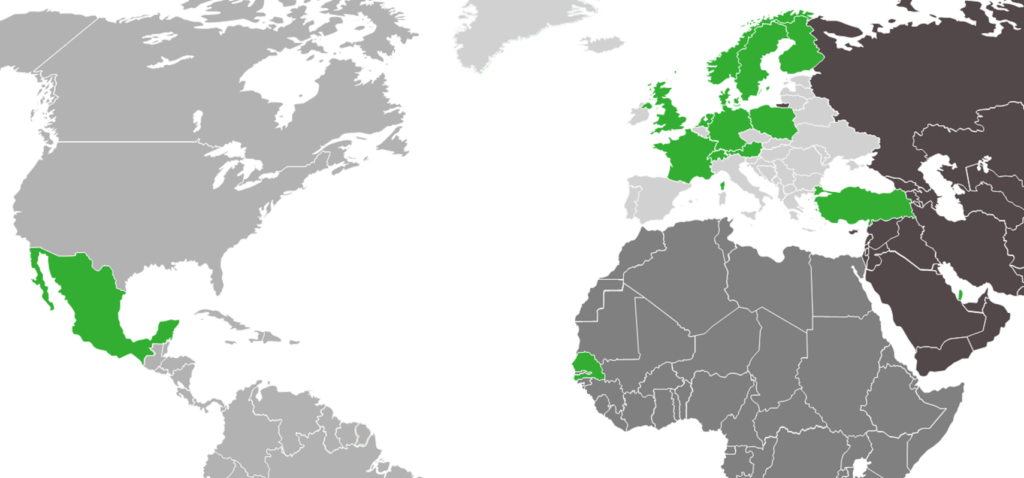
Long-rail production & just-in-time availability of all relevant rail profiles:
- Germany: core market since 1947, Q1 certified
- The Finnish welding plant has been part of the Vossloh Group since 2016 and supplies major national suppliers with all Rail Center services
- Denmark since 2006 (frame contract for all services)
- France since 2019 (frame contract for specialty rails & the only approved manufacturer for all transition joints in various combinations)
- Netherlands (welding & milling)
- Switzerland (welding)
- Sweden since 2012 (frame contract for transition joints)
- UK with individual components (insulating joints)
- South Africa (frame contract for transition joints)
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von Vimeo.
Mehr erfahren
Just-in-time logistics for rails and turnouts
Long-rail transports:
- Largest fleet in Europe with 231 Robel wagons and 268 STS wagons, including the necessary unloading systems
- Precise localization via our own GPS positioning system and tracking in the web-based rail logistics portal
- Thanks to these capacities, we were able to win major DB projects such as SFS 1733, 4080 and 6100 and complete them on schedule.
Turnout deliveries in Scandinavia, France, Germany, Switzerland & the Netherlands
Fully automatic welding process
- Flash butt welding is one of the most advanced technologies for producing a seamless track body. As in stationary long rail welding, the rail ends are heated by high-amperage resistance heating up to the required welding temperature and are subsequently pressed against each other at a high hydraulic pressure – without the introduction of any foreign material.
- As a result of our processor controlled, fully automatic flash-butt welding process, these welded joints are less prone to failure and ensure a significantly higher strength and durability.
- On the process and machine side, we have numerous country approvals as well as sufficient capacity to successfully complete major construction sites, such as on the high-speed rail lines in Germany, as well as the Follobanen tunnel project in Norway, on schedule.
The various work steps of the flash-butt welding process, taking into account the direction of work
Fields of application of our mobile welding trucks
Advantages and limits of use compared to other welding methods
- Higher quality & strength (about 500 kN greater bending force compared to thermite welding for rail profile 60E1)
- Greater process stability & high reproducibility of the result in mass production due to processor control > No additional ultrasonic testing required
- High quantities in a short period (up to 8 welds per hour) for fast work progress
- No foreign materials are employed > much safer working conditions & more environmentally friendly:
- significantly less smoke and dust
- considerably less waste, which is also recyclable
- no slag or welding residues
- no mold or packaging etc., only the sheared bead
- reduced logistical effort
- Applicable irrespective of weather conditions
- Can be used worldwide:
- Ambient temperature from -10 to +55° C
- Maximum working altitude up to 3,000 m above sea level
- Our machines cannot be used in switches and for the final weld
- Our machines are not suitable for grooved rails
- Higher costs for certification and maintenance of the machine in the respective countries where it is used
- Personnel require higher qualifications (traction vehicle driver, truck license, certification as a flash-butt welding machine operator)
- According to technical specification, smallest radius ≥ 300 m
Follo Line: Key data on currently the largest railway infrastructure project in Norway
Tunnel length: almost 20 km, twin-bore (Norway‘s longest rail tunnel)
High-speed line: 250 km/h (connects Oslo with southern Norway)
Number of welds: 694 in just five weeks at the end of 2021
Shifts: 25 in just five weeks at the end of 2021
Only provider of flash-butt welding services in Norway
Vossloh is the only company with a machine procedure approval for Norway including the fatigue test method for testing welded rail joints in accordance with the EU standard EN 14587-2:2009-08 to qualitatively verify the minimum load-bearing capacity and standard deviation (carried out using the more exacting staircase testing method).
Highlight: currently Norway‘s largest railway infrastructure project
Sneltram Project in Utrecht: Semi-stationary welding



Improvement of the SUNIJ-Lijn to enable the use of low-floor trams
Due to very tight curve radii – typical for tram lines – three welding depots were set up for the production of long rails next to the work site
More than 850 welds
Reduced number of rail transports and field welds
Minimum time pressure & increased safety (fewer people on the track)
Highlight: nearly 60 welds within nine hours, which may be a record!
References on four continents
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}